This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
If you’re in the business world, you’re probably always looking for ways to streamline your supplychain operations. Luckily, supplychainanalytics is here to help! But like any new technology, there are hurdles to overcome when implementing supplychainanalytics.
Tier 1 suppliers and their suppliers—and their suppliers’ suppliers—make up an organization’s multi-tier supplychain. Collaboration across Tier 1, Tier 2, Tier 3, and beyond requires visibility and communication regarding capacity, cost, risk, order quantities, inventory levels, quality , timelines, logistics, and more.
This shift has pushed supplychain leadership to pivot from reactive management to proactive strategy built on data. In this environment, business leaders need clear, data-based insights to make real-time decisions. Analytics allows organizations to move beyond intuition.
There’s no doubt that spreadsheets are easy to use with familiar and easy functions, formulas, and calculations… However, is “ease of use” the only priority for supplychain planning? What about real-time data processing, scalability or accuracy? 2) Lack of access to realtime data.
A well-established sourcing strategy helps businesses secure the best quality materials at the most competitive prices. Efficient production processes, quality control measures, and lean manufacturing techniques are crucial for optimizing productivity and minimizing waste.
The Manufacturing SupplyChain Journey through AI and Automation Manufacturing SupplyChains Explained The manufacturing supplychain comprises all the processes a business uses to turn raw materials and components into final products that are ready to be sold to customers, whether these are consumers or other businesses.
[link] The Importance of Adapting SupplyChains and Omnichannel SupplyChain Customers now anticipate a smooth experience across channels like online marketplaces, social media platforms, or physical stores. You need to integrate your supplychain management systems to meet this demand.
But, in the current international atmosphere of supplychain troubles and widespread shipping congestion, the topic is a timely one. Consider the following real-life applications of how modern businesses employ advanced analytical solutions to navigate the daily challenges of supplychain logistics.
There’s no doubt that spreadsheets are easy to use with familiar and easy functions, formulas, and calculations… However, is “ease of use” the only priority for supplychain planning? What about real-time data processing, scalability or accuracy? 2) Lack of access to realtime data.
Remember those times when we used to stroll down the block and find local stores such as the mom-and-pop diners and get the chance to relish the coziness and sense of family environment there. Supplychain planning involves interaction with different types of information based on internal and external data sources.
Simply, a cognitive supplychain model utilizes machine learning, which is a type of artificial intelligence that has been merged with advanced analytics. The benefit of a cognitive supplychain for businesses is that it eliminates noise, which in turn promotes insights and can lead to improvement.
Customers receive orders on-time without backlogs. Plan The planning phase focuses on forecasting demand to determine what products are needed, the quantities required, and timing of orders. Accurate demand forecasts enable effective supplychain planning. It improves product availability and order fulfillment rates.
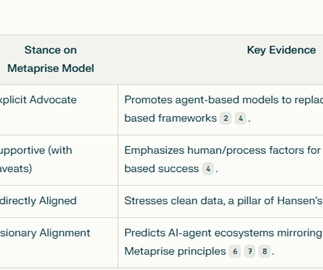
Marlow appreciates its people-first approach and real-time coordination (e.g., Microsoft’s investments in generative AI, ambient intelligence, and agent ecosystems underscore its commitment to this approach, making the Agent-based Metaprise model both relevant and timely in the context of current enterprise technology trends.
We organize all of the trending information in your field so you don't have to. Join 69,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.


















Let's personalize your content